February 01, 2021
Chronicles Of Blytharnia – A Tale of Cable Management In The California Desert
It takes a lot to manage a utility-scale solar facility throughout its lifetime. From inverter failures to module replacements, there is never a boring day in Operations & Maintenance.

By Noel Myers, Solar Support Project Manager
Did you know that something as simple as a failed zip-tie can lead to a downed wire and potential inverter ground fault? Are you sure you are using the right tie for the right project? What about in extreme climates — such as deserts — where temperatures can range from 115°F to -20°F. Are your cable management practices built for the long term?
To answer these questions and more we partnered with Clearway Energy Group (a developer, owner and operator of renewable energy plants in the US), and HellermannTyton North America (a wire management and protection product manufacturer), to further our understanding of which materials will ensure top-quality wire management.
Together the team embarked on a field study to compare how different solar ties performed within a constant environment. This side-by-side assessment is truly unique. While cables consistently undergo testing in the lab, this type of field comparison is first of its kind.
Setting the Stage
In the fall of 2019, the partners decided to implement a multi-year comparative field study to assess the performance of different types of solar zip ties at the Blythe I Solar Facility, located 200 miles east of Los Angeles and partially owned by Clearway.
The fact that we selected Blythe I as the host site for this study is significant. Installed in 2009, Blythe I is known as one of the oldest utility-scale PV plant in the country and showcases an installation application that is not as current today.
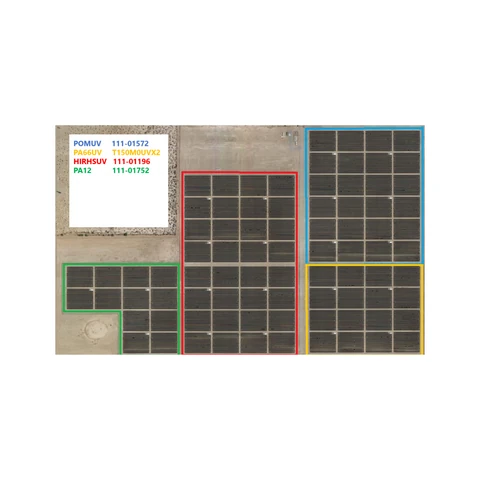
Our scope was to divide the 21-MW facility into four parcels and install different solar ties on the 4 color-coded sections. Our scope of work was to replace only failed cables with new ties.
HellermannTyton proposed ties based on different material properties and ability to sustain conditions such as moisture, heat, salt and other environmental conditions found in the desert. (See the image of the site marked for the 4 different ties.)
 Ties Used + Properties
Ties Used + Properties
HellermannTyton proposed replacing the failed cable ties with Solar Ties made with polymers designed to sustain conditions such as moisture, heat and other environmental conditions found in the desert. These ties, designed to last 10 to 20 or more years in the field.
Two considerations are important when evaluating cable tie options: 1) materials and price points and 2) proper application on the system. In total, 5,000 of the four different materials were installed on the Blythe site in the exact same application.
The HellermannTyton Solar Ties used have different chemical and material compositions including:
- YELLOW Block: UV Stabilized Nylon 66
- RED Block: PA66HIRHSUV (HellermannTyton’s unique material blend)
- BLUE Block: Polyacetal UV (POMUV)
- GREEN Block: Nylon 12
We selected these ties because the engineered polymers used to make then have temperature ratings of 230 F compared to 185 F for standard UV-rated ties. The higher temperature rating helps protect against constant thermal cycling every day over the life of the project. (See the below graphic for features and benefits of eachtie).

Remediation Best Practices
Because O&M reports suggested systemic failures in one of the 4 sections of the site where ordinary zip ties were installed, we returned to Blythe in October 2020 to remediate failures where needed. The other three sections of the site also required spot repairs.
Solar Support’s lean, specialized team comprised (1) Project Manager, (1) Foreman, (1) Crew Lead and crew of four (4) to address the following scope:
- Inspect the site and document pre-work PV site conditions
- Remediate failed zip ties across all arrays
- Replace failed ties with those assigned to the other, high-performing sections
- Document all remediation work
Our team spent one day on the initial site inspection and flagging all of the deficient rows, followed by three days on cable remediation and QA/QC throughout the 21- MW fixed tilt system.
We implemented tried and tested methods (focused on site survey and planning); trained our crew; ran teams of two to install new, sturdier solar cable ties; performed thorough QA/QC and documented the work.
Installation Tips
Depending on the wire management application, make sure to:
- Invest time upfront in site survey, work planning, and flagging deficient rows to make efficient use of operational time. Take time to walk the rows up front to ensure your team allocates sufficient personnel and material. Skimp here and pay later!
- Prioritize safety (always first!)
- Start each work day with a safety talk and a good stretch
- Make sure to complete a thorough Job Hazard Analysis (JHA)
- Wear proper PPE (leather gloves in particular)
- Pay special attention to any rows or wires that appear to have electrical deficiencies (knicks in wire, down cable, etc.) or in an area with an active ground fault
- Be sure to isolate the ground the fault and make repairs PRIOR to beginning cable management repairs
- Don’t work in any area that could be unsafe!
- Train for success
- Focus on identifying and mitigating hazards
- Implement best work practices and work procedures
- Demonstrate proper technique
- Ensure proper installation
- Know your application:
- Module level wiring methods, either Skip-string or daisy chain.
- Fixed-tilt Homeruns can be routed in the z-purlin.
- Tracker systems generally require routing along the torque-tube or inline with the J-box.
- On Tracker systems, Install no more than 4 feet apart along the torque tube or secured to the module frame in-line with the J-box.
- Ensure cable has some slack to allow for thermal-cycling and is fixed to racking
- Avoid sharp edges, do not thread SolarTie through module mounting holes alone.
- Pack sufficient material and new inventory that is easily accessible throughout scope to minimize downtime (don’t forget water)
- Consider driving your truck down the center of two rows with crews going on either side (as opposed to starting at the periphery of the site)
- Document as much as possible
- Take before and after pictures
- Track inventory management
- Share a final report (use templates!)
- QA/QC
- During inspection – “snake” through the array, walking one row and turning the corner and coming back down the next row
- Mark failed ties with tape on the interior posts closest to the service roads running North-South within the array
- Highlight rows with cable tie failures on printed map of site
- Have a plan. Complete remediation in a predetermined order
- Document pre/post remediation
- Secure site and safely demobilize from the project
- Pick up your waste 🙂

Back In The Lab – Our Test Results
So how did our selected ties fared in the extreme desert environment?
To find out we used a split mandrel tensile test to determine the maximum load capacity to the breaking point that each tie could withstand compared to their baseline rating.
The first batch of testing was on the nylon 66 based materials, from the red and yellow blocks. These two materials tested remarkably well, averaging 2x or more of their rated tensile strength. After one year of field installation these parts show no significant issues and should have no problem lasting 15 years, or more.
The other two blocks of ties made of PA12 and POMUV had lower tensile strength than the red and yellow blocks, but still performed well. They tested roughly 1.6x their initial rated tensile strength. These ties are made with materials that are non hygroscopic — meaning they do not lose moisture content like other materials, keeping their tensile strength mostly neutral.

What we Learned About Solar Ties
This epic tale taught us volumes about why solar ties fail. Here is a summary:
1. Temperature is a factor. Base plastics not designed for harsh environments can erode fast. Think spaghetti in a strainer. When you leave the spaghetti in the strainer it molds to the shape, but adding hot water or some type of fat makes the spaghetti lose that shape. The same goes for plastic. Add elements, like heat, and those polymers start to untangle.
2. Standard zip ties (including nylon ties with UV additives) are hygroscopic and subject to drying out over time.
3. In a weather event, basic nylon ties will dry out in the heat and re-absorb the moisture in the environment – picking up zinc chloride and other minerals, which enters the cable and destroys it from within.
4. UV can play a role, but most of the time the only sunlight that contacts wire management parts is refracted from the ground.
5. The key is understanding moisture and plastics. This is why our study compared ties made from regular UV-rated nylon with three other ties made from a higher grade of non-hygroscopic, engineered polymer.

All materials are not created equal–As time goes on, moisture, heat and UV take their toll on plastics and a proper understanding of material selection is an important step in the wire management specification. Higher grade materials will last longer in the field, require less maintenance and keep labor and replacement costs low, but will cost more upfront.
Whether you are an EPC building sites from the ground up or an O&M provider keeping them running, you can save valuable resources by selecting materials that are engineered for high heat and UV environments.
This concludes our first year in this multiyear study. We are excited about this work and invite other asset managers and O&M providers to join us for more testing on more sites. Please contact me directly to learn how you can participate.